

Nopea paperikupin muotoilukone
Tuotevideo
Erittely
| Paperikupin erittely | 4-16 unssia (100-450ml) (vaihdettava muottiin) Yläosa: 55-90 mm Korkeus: 60-135 mm Pohja: 55-70 mm |
| Paperin tiedot | 150-350 GSM yksi-/kaksoisPE-päällystetty paperi tai PLA-päällystetty paperi |
| Tuotantokapasiteetti | 120-150 kpl/min |
| Virtalähde | 380V 50HZ/60HZ 3-vaiheinen |
| Keskimääräinen teho | 12KW (kokonaisteho: 18KW) |
| Ilmansyöttövaatimus | Ilmanpaine: 0,5-0,8 Mpa Ilman ulostulo: 0,4 cbm/min |
| Kokonaispaino | 3500kg |
| paketin koko | (P*L*K): 2800*1600*1850mm |
Koneen yksityiskohdat
1. Paperikupin tuulettimet imetään alas ja työnnetään eteenpäin.Kun tiivistyspinnan kaksi puolta on esilämmitetty, paperikupin rungon holkki tiivistetään vaakasuoraan muovausmuottiin Ultrasonicilla.
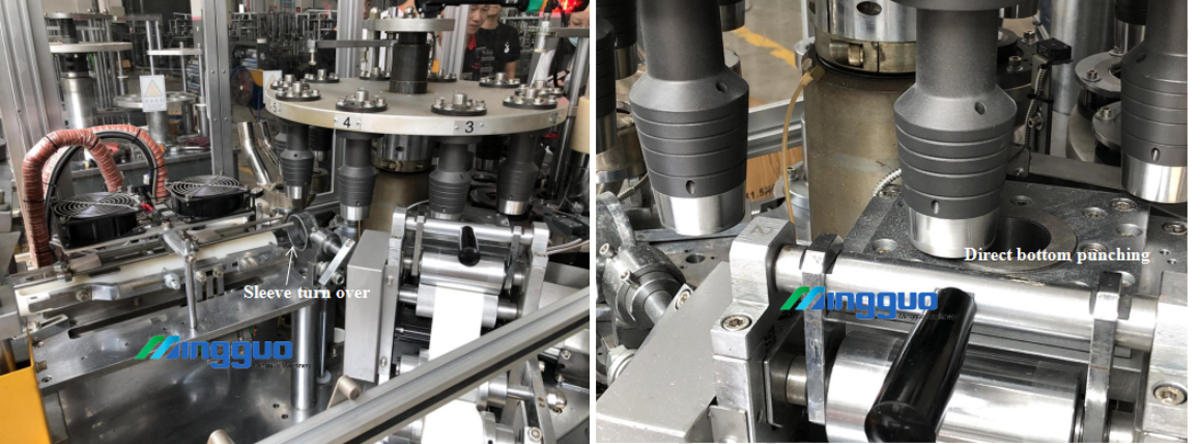
2. Servo-moottorin ohjaama suora paperikupin pohjarei'ityslaite, joka on tarkempi ja paperia säästävämpi.
3. Pohjan lävistyksen jälkeen kupin muotit, joissa on paperimukin pohja, siirretään hyväksymään paperikupin rungon holkki.Hiha käännetään ylösalaisin ja menee muottien läpi.

4. Muotit, joissa on holkki ja pohja, lämmitetään kahdesti kuumailmapistooleilla.Ja sitten holkin pää taitetaan valmiiksi sisäänpäin, jotta se on valmis sulkemaan paperikupin pohjalla.
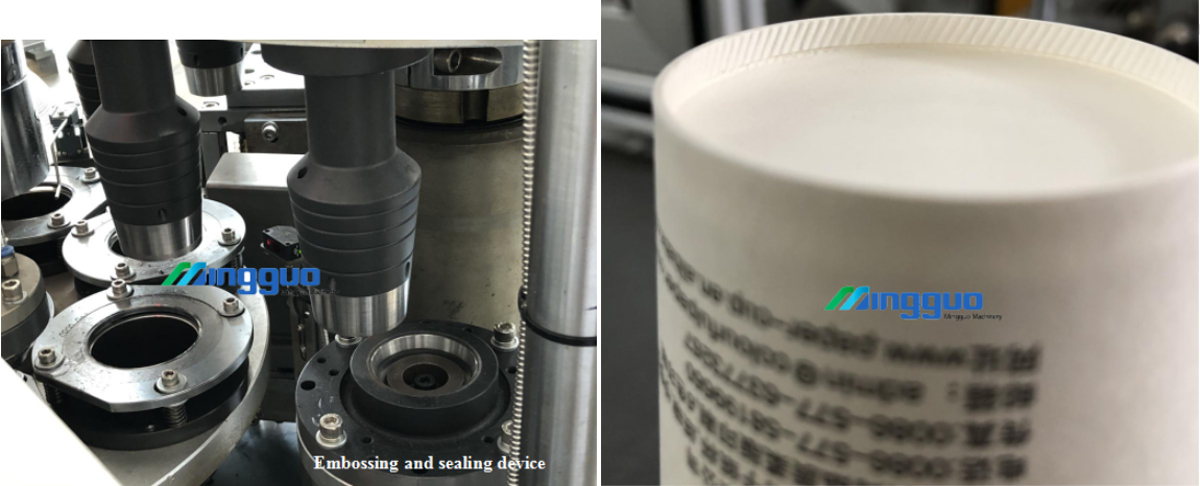
5. Kun kuumailmapistooli on lämmitetty kahdesti ja esitaitettu sisäänpäin, paperikupin pohja tiivistyy täysin hyvin kohokuviointi- ja tiivistyslaitteella.Sitten hyvin pohjamuovatut paperikupit siirretään Toiselle kääntöpöydälle muodostamaan yläkäpristymä.
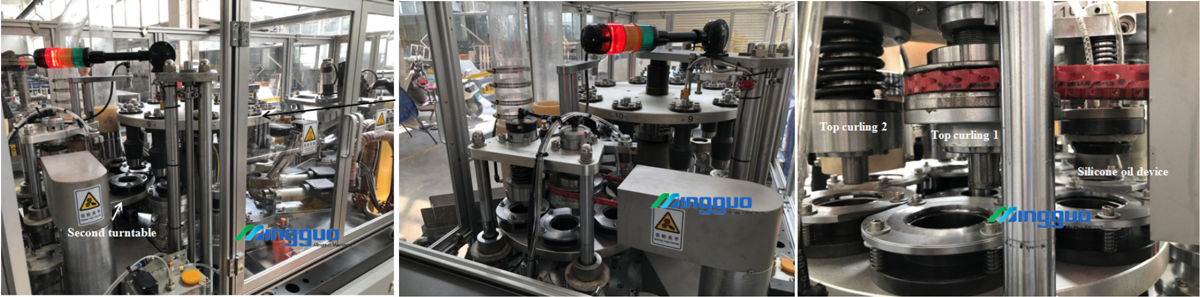
6. Ennen yläosan käpristymistä kupin yläosa kostutetaan elintarvikelaatuisella silikoniöljyllä, jotta kiharrin yläosan paine jakautuu hyvin, jotta vältytään halkeamiselta, mikä parantaa paperikupin esteettistä tasoa.
7. Öljykostutuksen jälkeen kupin yläosa käpristyy kahdesti.Verrattuna kerran curlingiin, kaksinkertainen curling sopii paremmin nopeaan koneeseen, mikä tekee kuppikihartamisesta kompaktimman ja paremman näköisen.
Tätä vaihetta varten kuppi on tehty.Kupit puhalletaan akryyliputkeen keräyspöytään.Jokainen pinomäärä lasketaan.
Koneen ominaisuudet
1. Nopeus: 120-150 kuppia/min
2. Tämä kone ottaa käyttöön avoimen tyyppisen jaksottaisen indeksointinokkamekanismin.
3. Vaihteiston voimansiirto ja pystyakselirakenne edistävät erilaisten toiminnallisten komponenttien kohtuullista jakautumista.
4. Koko kone käyttää automaattista ruiskuvoitelujärjestelmää, mikä vähentää koneen osien kulumista, tukee konetta toimimaan pitkään keskeytyksettä.
5. Noin 13 anturia yhdessä koneessa valvomaan koko kupin valmistusprosessia
6. Paperikupin runko ja kupin osan pohja on liimattu Swiss-lämmittimellä (Leister-tuotemerkki), mikä varmistaa tarttuvuuden vakauden
7. Kaksi kertaa curling, ensimmäinen on pyörivä curling, toinen lämmittää stereotypioita, mikä parantaa paperikupin muodostumislujuutta, kupin suun kauneutta ja paperikupin koon vakautta.
8. PLC- ja kosketusnäytön ohjausta käytetään kupin muodostuksessa, valosähköinen silmä otetaan käyttöön koko vianhallintaprosessissa.
9. Servomoottorin paperinsyöttö parantaa laitteiden vakautta, saavuttaa nopean tasaisen käynnin, toteuttaa automaattisen vian pysäytyksen ja vähentää suuresti työkustannuksia
Tuotannon tehokkuus
1. Tuotanto jopa 60 000 kuppia vuorossa (8 tuntia)
2. Läpäisyprosentti on yli 99 % normaalituotannossa
3. Yksi kuljettaja voi käsitellä useita koneita samanaikaisesti
Tuoteluokat


- Puh: +86 15858839222
- Zheng Song Road #529, Wanquan Town, Pingyang City, Wenzhou, Zhejiangin maakunta, Kiina
- zoe@feidamachine.cn



